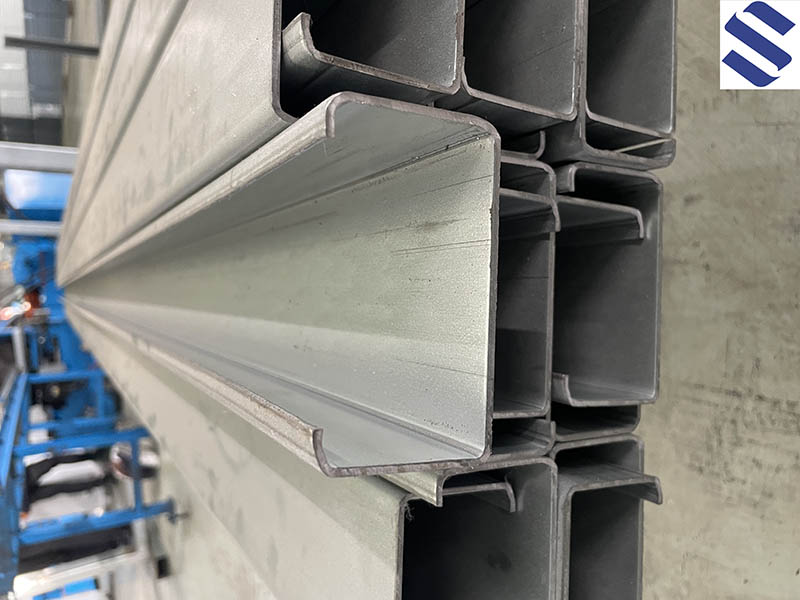
Solcellspaneler för konsolvalsformning
Denna maskin använder galvaniserat stål eller kallvalsat stål som råmaterial, genom en serie steg för att forma det till en växelströmskanalprofil med specifik form och storlek.
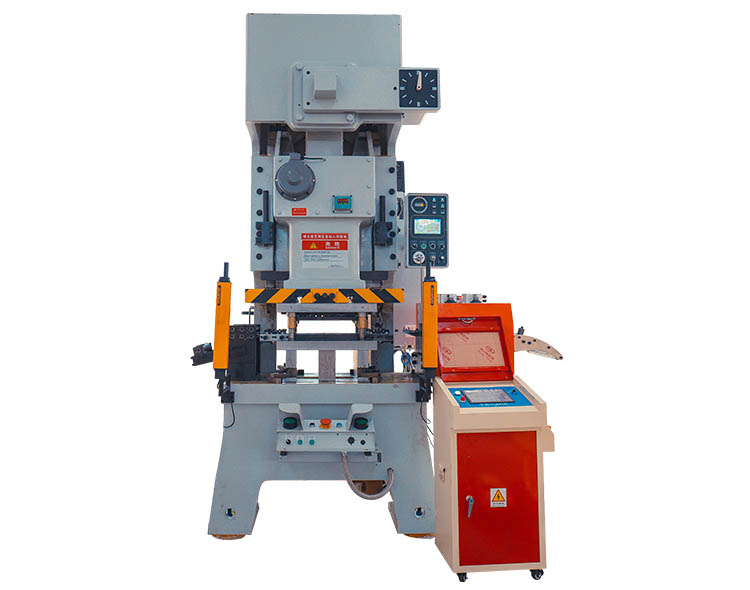
Formningsstegsanordningarna inkluderar avhaspelare, matnings- och nivelleringsanordning, stansanordning, huvudformningsvals och hydraulisk efterskärare.
Växelriktaren styr motorhastigheten, PLC-systemet styr längd och kvantitet automatiskt.
Därför uppnår maskinen en kontinuerlig automatisk produktion, vilket är den ideala utrustningen för kallvalsformningsindustrin.
| Profilmaterial | A) Galvaniserad remsa | Tjocklek (MM): 1,5-2,5 mm |
| B) Svart remsa | ||
| C) Kolremsa | ||
| Sträckgräns | 250–550 MPa | |
| Dragspänning | G250 MPa–G550 MPa | |
| delar av produktionslinjen | Valfritt val | |
| Formningsstation | 18-20 steg (upp till kundens ritning) | |
| Huvudmaskinens motormärke | TECO/ABB/Siemens | SY |
| Drivsystem | Växellådans drivning | * Växellådsdrift |
| Formningshastighet | 10–15 m/min | 20–35 m/min |
| Rullarnas material | CR12MOV (dongbei stål) | Cr12mov (dongbei stål) |
| Frekvensomvandlare varumärke | YASKAWA | SY |
| PLC-märke | Mitsubishi | * Siemens (tillval) |
| Skjuvsystem | SIHUA (import från Italien) | SIHUA (import från Italien) |
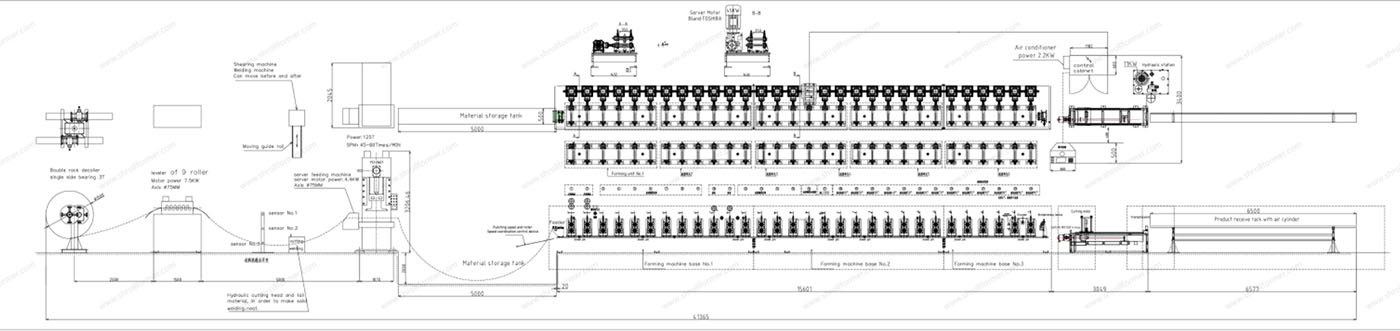
Introduktion av strukturkanalvalsformningsmaskin
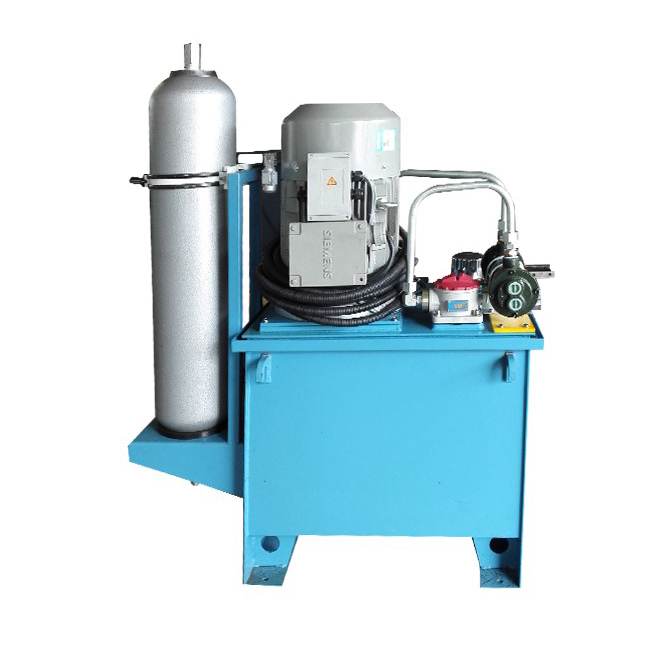
Produktionsprocess: Avhaspelare → hävstång och matare → pressmaskin (innehåller stansmunstycke) → rullformningsprofil → skärbord → packbord (hydrauliskt system med kraft) alla delar styrdes av ett elektriskt styrsystem.

Nivellerare för struktkanalvalsformningsmaskin.

Yangli kapacitet 125tons YANGLI JH21-125.
C 38*40 rullformningsmaskin Produkthastighet 30-50 m per min.

Staplingsbord 6,5m.

1. Kodare: OMRON (japanskt märke)
2. Frekvensmotor: 45KW (NIDEC) JAPAN
3. PLC: MITSUBISHI (japanskt märke)
4. Mänskligt gränssnitt: KINCO
5. Relä: OMRON (japanskt märke)