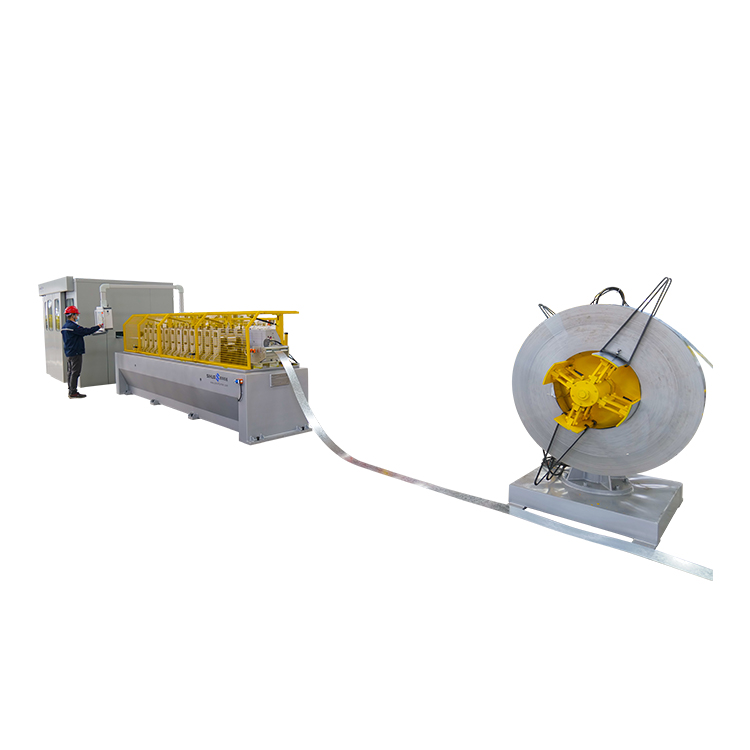
Slitsmaskin för 0,4-1,3 mm bredd 1300 mm
| Parametrar för råmaterial för stålspolar | |
| (1) Tillämpligt material | galvaniserad spole |
| (2) skärtjocklek | 0,4 mm ~ 1,3 mm |
| (3) Plattbredd | 300 mm ~ 1250 mm |
| (4) Innerdiameter på stålrulle | Φ508mm |
| (5) Ytterdiameter på stålrulle | Φ1600mm |
| (6) Spolens vikt | 15 ton |
| Parametrar för färdig produkt | |
| (1) Breddtolerans | ± 0,05 mm |
| (2) Burrlängd | 0,03 mm |
| (3) Antal delade remsor | 1 mm platta tjock, 25 remsor |
| (4) Vertikal skjuvrakhet | 1mm / 2000mm |
| (5) Spolens helcirkeldiameter | Φ508mm |
| (6) Avhaspelarens ytterdiameter | Φ1600mm |
| Andra parametrar för utrustningen | |
| (1) Enhetshastighet | 0~120 m/min |
| (2) Golvarea (ungefär) | inom 17 meter |
| (3) Strömförsörjning | 380V / 50 HZ trefas och femtrådig |
| (4) Installerad kapacitet | cirka 160 kW |
| (5) Drivmotor | öppen spolmaskin AC11 KW maskin vanlig motor AC75 KW maskin vanlig motor AC90 KW Hydraulisk stationsmotor AC7,5KW |
| (6) Enhetsriktning | vänd mot manöverkonsolen från (vänster) till (höger) (maskin i framåtriktning) |
| (7) Produktionsoperatör | 1 teknisk arbetare och 2 allmänna arbetare |
| (8) Enhetsfärg | blå |
1. Spolbil
2. Hydraulisk avhaspelare
3. Hydrauliskt hjälpstöd I
4. Live-övergångsbro I
5. Sidostyrning och skärmaskin
6. skrotlindare (båda sidor)
7. Live-övergångsbro II
8. separator och spänningsbord
9. Hydraulisk recoiler
10. Hydrauliskt hjälpstöd II
11. Utgång från spolvagnen för upplindningsmaskin 1
2. Hydrauliskt system
13. Elektriskt styrsystem

1 spolvagn (1 set)
(1) Huvudstruktur: stålplåt, gånghjul, fyra styrpelare, transmissionsaxel etc.
(2) Viktbärande 15 ton, hydraulisk motordrift, gånghastighet 6 meter per minut.
(3) Oljetryckskraft: lyfthöjd 600 mm, oljetryckscylinder: FA-Φ125 mm (1 gren).
teknisk parameter
| form | Tung stålram, oljetryck och motorstyrning |
| kvantitet | A |
| Typ V-yta | Nylonplåt + stålplåtsvetsning |
| lager | 15 ton |
| Lyfttur | 600 mm |
| Bilgångskraft | motor |
| Bilens gånghastighet | 6 m/min |
Struktur och användning: används för att mata den öppna kodaren, transportera stålrullarna från förvaringsbordet till den öppna kodarens rulle, vagnens gång styrs av oljetrycksmotor och lyftning för hydraulcylinderstyrning.
Lyftmekanism: hydraulcylinder och glidande fyrstyrd kolumnstruktur, lyftkraften tillhandahålls av cylindern, cylindern trycker på V-typ lagerbordet för att realisera funktionen hos övre och nedre stålspolen.
Gångmekanism: oljetrycksmotor och parallell styrskenestruktur, gångkraften tillhandahålls av oljetrycksmotorn, vilket gör att vagnen kan röra sig horisontellt längs den öppna kodarens axiella axel. Båda ändar av skenan begränsas av blocket för att förhindra urspårning av vagnen.
2. Hydraulisk avhaspelare (1 set)
teknisk parameter
| form | Svetsad ram av stålplåt, hydraulisk expansionsdorn | |
| kvantitet | A | |
| lager | 15 ton | |
| Stålrullens innerdiameter | Φ508mm; | |
| Stålspolens ytterdiameter | MAX:Φ1800mm | |
| Öppen rullebågsplattastruktur | ||
| Bågplattans stigning och krympningsområde | Φ460mm–Φ520mm | |
| Bågplatta | 45 # gjutstål (kromfinish) | |
| Öppen rullbroms | 2 uppsättningar skivbromsar | |
| Utmatningsmetod | Ta initiativ till att mata | |
| Öppen rullekraft | 11 kW-motor | |
Öppna rullen och stäng rulleborttagningsanordningen med rulltryck
A, funktion:
När stålspolen är lagrad, dra åt spolens innerdiameter, öppna spolen eller ta bort spolen.
Stöd spolplattan och spänn stålbandet, bestående av ram, huvudaxel, expansionsvalstrumma, avrullningskrossanordning, hjälpstöd, bromsanordning och kraftdel.
B, struktur
a) Huvudram: tillverkad av ståltyp, A3 stålplåt, #45 stål, två lager borras samtidigt för att säkerställa koncentricitet vid spindelinstallationen och ingen radiell vibration.
b) Huvudaxel: bestående av 40 Cr rundstål, borrdiameter 85 mm genomgående hål, kvalitetsjustering och sedan förfinad vagn, rullaxeldiameter 190 mm, lagervikt 15 ton.
c) Lyft och krymp trumma: använd en glidande expansionstrumma med tryck och dragfunktion; fyrkantig platta (stål nr 45), linjeskuret glidpar, expansionsdiameter: Ф470mm-520mm; trummans effektiva arbetslängd är 1300mm, den integrerade dornen säkerställer att trummans koncentricitet ökar och minskar, trumman höjs till en diameter på 508mm på svarvbilens runda form, ytan elektropläteras med hårdkrom.
d) Avrullningspressanordning: bestående av pressrulle, stödarm och oljecylinder; pressrullen fylls med polyuretanfett och materialhuvudet lossnar inte och stödarmen lyfts av hydraulcylindern.
e) Bromsanordning: Med hjälp av pneumatisk skivbroms kan bromsstyrkan justeras, vid parkering när bromsen är åtdragen, för att säkerställa att rullningen inte sker löst i standby- och startläge, så att plattans yta inte skrapas vid lös rullning. Synkroniseringskontroll med öppen valsmatning.
f) Oljetryckskraft: tryck och dra dornen: oljetryckscylindermodellspecifikation: Ф 150150 mm, med roterande led oljetillförselläge (Taiwans oljefält); tryck lyftande hydraulcylinder Ф 80220 mm.
g) Elkraft: öppen lindningsmaskins effekt använder 11 kW växelströmsmotor med sluten växellåda (1 set)
3. Hydrauliskt hjälpstöd (1 enhet)
(1) Användning: Stöd rullens utkragande ände för att öka rullens styvhet.
(2) Hjälpstödet är en armbågsstångsmekanism som lyfts eller sänks av hydraulcylinderns svängarm.
(3) När rullen öppnas höjs svängarmen för att hålla fast lindningsmaskinens utskjutande ände, och när rullen rullas sänks svängarmen.
4. Live-övergångsbro (1 enhet)
(1) Huvudstruktur: ramen är svetsad med stålplåt.
(2) Oljetryckseffekt: övre och nedre: oljetryckscylinder: CA-Φ 80 mm (1).
teknisk parameter:
| form | Ramen och övergångsfästet är svetsade delar av stålplåt, och övergångsrullen är en självhäftande rulle |
| kvantitet | A |
| Levande hylsa (längd och djup) | 3000 mm × 3500 mm |
| Sättet att lyfta en bordsuppsättning | Hydraulcylindern stöder lyften |
Struktur och användning: Används för att styra synkroniseringen och bufferten av stålbandshastigheten mellan avstrykare och matare. Bordet är tillverkat av nylonpapp för att säkerställa att plattans yta inte repas. Placeringen av tre par elektriska ögonstyrda stålremmar i den levande hylsgropen kan bibehålla tillräckligt med lagringsutrymme i gropen.
5. Sidostyrning och skärmaskin (1 set)
Tekniska parametrar för den laterala styrningens positionering
| form | Stålplåtsvetsbas, rullestativ och ram |
| kvantitet | A |
| Bredd på tvärbrädan | 200–1250 mm |
| Breddjustering | Justera från handhjulet |
| Rullmaterialet | GCr15 stål |
| niproll | Φ120 mm × 1300 mm |
Struktur och användning: För plattans breddorientering för att förhindra att stålplåten avviker. Vertikala rullar finns på båda sidor om plattans breddriktning, fixerade på sina respektive glidsäten, och glidsätet justeras på styrskenan längs plattans breddriktning för att anpassa sig till olika plattbredder. Den vertikala rullen är kyld och rullens yta är krompläterad för att öka ythårdheten och förhindra mekaniskt slitage.
Maskinens tekniska parametrar
| form | Svetsbas av stålplåt, växellåda, valv och ram |
| kvantitet | En uppsättning |
| Dela upp hastigheten | 120 m/min |
| Axeldiameter | Φ180 mm × 1300 mm |
| materialkvalitet | 42CrMo |
| Spännvidd (anges exklusive detta) | Φ300mm Φ180mm 10mm (ytterdiameter, innerdiameter tjocklek) |
| Huvudmotorns kraft | AC75Kw-motor |
| Mobil valvmotor | Monteras utanför hyllan utan att påverka kniven |
Struktur och användning: Maskinen är en anordning som kan skära längsgående med vertikal savning i olika bredder. Bredden på den färdiga produkten kan flexibelt ändras genom att byta ut komposithylsan. Knivaxeln justeras med hjälp av den nedre axeln och den övre axeln för synkront knivaxelavstånd, vilket kan styra avståndet mellan den övre axeln och den nedre axeln noggrant. De övre och nedre axlarna är fästa med muttrar i axiell riktning, och axeländarna på de övre och nedre bladen är fästa. Använd sidostödramen (motordrivning) för att byta blad.
(1) Huvudstruktur: stålplåt, gjutsäte, synkronväxellåda, universaldrift, elektrisk skruvlyftanordning.
(2) Verktygsskaftets material: 40 Cr, knivskaftets diameter: Φ180mm 1300mm, medelfrekvent behandling efter grov bearbetning, slipning, hårdförkromning, 20mm med nyckelspår.
(3) Knivaxellås: muttern låser verktyget.
(4) Justering av tryckplattan för en grupp fästen, lyftjustering upp och ner, fast trä med.
(5) Verktygssätesrörelse: elektrisk in- och utkörning, lyftning av knivaxel, elektrisk synkronisering.
(6) Skjuvkraft: 75 kW vanlig motor med frekvensomvandlare.
6. Skrotupprullare (båda sidor)
en anslutning; oberoende frekvensomvandlingsspänningskontroll
teknisk parameter:
| form | Ställ för svetsade stålplåtar |
| strukturera | Vänster och höger oberoende matningsansluten struktur; rulle, pressaxel och transmissionskomposition. Styrs av oljecylindern för enkel lossning. |
| kvantitet | Två; en vänster och en höger |
| Ta emot bredden på skrotkanten | Och 2-10 mm / ena sidan |
| lindningshastighet | 0–120 m/min |
| Rulla vikten | MAX: 300 kg |
| Huvudmotorns kraft | AC 3 kW (två) |
| andas | Mekanisk expansion |
Struktur och användning: Sidomateriallindningsmaskinen är en anordning för bandlindning på två sidor. Motordriven, med en annan utloppsoljecylinder, stabil och hållbar.
7. Liveövergångsbro II (1 enhet)
(1) Huvudstruktur: ramen är svetsad med stålplåt.
(2) Oljetryckseffekt: övre och nedre: oljetryckscylinder: CA-Φ 80 mm (1).
teknisk parameter:
| form | Ramen och övergångsfästet är alla svetsade delar av stålplåt, och övergångsrullen är en gummirulle |
| kvantitet | A |
| Levande hylsa (längd och djup) | 3000 mm × 5000 mm |
| Sättet att lyfta en bordsuppsättning | Hydraulcylindern stöder lyften |
| Skräddarpressplatta | Förhindra att plattan faller ner i gropen och skadar materialet |
Struktur och användning: Används för att styra synkroniseringen och bufferten av stålbandets hastighet mellan upprullningsdon och avstrykare. Bordet är tillverkat av nylonpapp för att säkerställa att plattans yta inte repas.
8. Separator och spänningsbord
(1) Huvudstruktur: stålplåt, separeringsvals, PU-gummi etc.
(2) Spänndyna: täcks med ullfilt.
(3) Rebelt-rulle: PU-gummi, Φ350 mm.
(4) Oljetryckskraft: lyft av spännplattan: oljetryckscylinder: FA-Φ 80 mm (2 stycken).
teknisk parameter:
| form | Bas och ram för svetsning av stålplåt |
| kvantitet | En uppsättning |
| Sektorstorlek | Φ80×Φ180*3 |
| Separat uppsättningsstorlek | Φ80×Φ110×& |
| Den mellersta tryckrullen | Vertikal lyft |
Struktur och användning: längsgående separering av klippremsor, för att förhindra att maskinen spänner vid stapling, lätt att samla. Det finns två uppsättningar separationsskivor. Separationsskivornas axel kan tas bort från manöversidan för att underlätta byte och rengöring.
| form | Stålplåtsvetsbas, ram, bromssystemkomposition |
| kvantitet | A |
| Tryckplattans typ | Plattan drivs av cylindern för att uppnå den ideala kompressionsspänningen |
Funktion: Placera stålbandet och applicera jämn spänning på varje stålband för omvalsning, och den genererade spänningen avgör omrullningens täthet. Den jämna spänningen kan göra lindningen snygg; den består huvudsakligen av huvudram, främre separationsram, pressmaskin, bakre separationsram, spännsteg och styrrulle.
B, struktur:
● Huvudramstruktur: tillverkad av profil, stålplåtsmontering svetsad, bearbetning av basytan efter glödgning.
● Främre separationsram: Använd en oberoende ram av styrtyp, ramen är ansluten genom de två ytorna och separatorn är monterad på skiljeaxeln för kropp och hylsa, vilket är mycket bekvämt; den främre separationsramen kan röra sig upp och ner i förhållande till huvudramen och kan stoppas i valfri höjd.
● Spännplattform: den består av en sidoplattas valv, övre portalram, nedre dynplatta, övre dynplatta och oljecylinder. Ullfilten kan fästas på den övre och nedre dynplattan. Plattbandet passerar mellan de övre och nedre dynplattorna, och tryckdynplattan producerar spänning. Den övre dynplattan drivs synkront av två oljecylindrar.
● Styrrulle, plattanordning
Styrrulle: med lagersäte, sömlöst stålrör omslaget till PU-gummi, dynamisk balansbehandling, funktionen är att styra plattbandet in i rullmaskinen.
Plattanordning: består av ett kuggstångs- och drivsystem. Plattanordningen använder en hydraulisk drivstruktur, dess funktion är att skicka platthuvudet till lindningsmaskinen.
9 Hydraulisk upprullare
(1) Huvudstruktur: trumman har en sömlös struktur; stålplåt, separeringsrulle, huvudaxel, fyrbågsplatta (sicksack), glidblock, sidoplatta, lager, lagersäte, dragcylinder, lådaxel, hydraulisk tryckanordning, ångbroms etc.
(2) Rullens expansion och kontraktion: Φ480mm~Φ508mm, med käftanordning, oljetryckscylinder: FA-Φ150mm (1 gren).
(3) Elkraft: 90 kW vanlig motor är utrustad med frekvensomvandlare.
Tekniska parametrar för lindningsmaskinen
| form | Svetsad ram av stålplåt, hydraulisk expansionsdorn med en arm och växellåda |
| kvantitet | A |
| lager | 15 ton |
| Stålrullens innerdiameter | Φ508mm |
| Spindelmaterial | 42 Cr Mo |
| Rulleklaffens bågplatta | 45 # stål efter kvalitetsbehandling, ytan är belagd med hård krom |
| Kondenserad klämmunstycke | Oljecylinderdrift upp och ner |
| Stålspolens ytterdiameter | MAX:Φ1800mm |
| Tryckmaterialbräda | Oljecylindertryck |
| bromsaggregat | Skivbromstyp broms |
| Huvudmotorns kraft | AC90 kW-motor |
Struktur och användning: Denna utrustning används för att spola upp bandet efter längsgående klippning. Den består av ram, trumma, transmissionssystem, krympningssystem, bromssystem, smörjsystem, hydraulsystem etc.
Transmissionssystem: spindeln drivs av motorn. Öknings- och krympningssystem: spänningen tillhandahålls av stig- och krympoljecylindern för att få glidsätet på huvudaxeln att producera glidförskjutning, och qi-formad glidare och glidsätet producerar förskjutning för att realisera trummans höjning och sänkning.
Tekniska parametrar för separatoraxelns tryckarm
| form | Bas och ram för svetsning av stålplåt |
| kvantitet | A |
| Sektorstorlek | Φ80×Φ180×3 |
| Separat uppsättningsstorlek | Φ80×Φ110×& |
Struktur och användning: Denna utrustning används för att spola tillbaka längsgående skärning. Pressmaterialarmen svängs av oljecylindern. Pressaxeln kan manuellt fällas runt den fasta stödpunkten för att byta ut isoleringsplattan (dynan).
10 Hydrauliskt hjälpstöd II
(1) Användning: Stöd rullens utkragande ände för att öka rullens styvhet.
(2) Hjälpstödet är en armbågsstångsmekanism som lyfts eller sänks av hydraulcylinderns svängarm.
(3) När rullen tas emot lyfts svängarmen för att hålla fast lindningsmaskinens utskjutande ände, och när rullen faller svängarmen.
11 Utgångsspolvagn för återlindningsanordning (1)
(1) Huvudstruktur: stålplåt, gånghjul, fyra styrpelare, transmissionsaxel etc.
(2) Hydraulisk motordrift, gånghastighet 6 meter per minut.
(3) Oljetryckskraft: lyfthöjd 600 mm, oljetryckscylinder: FA-Φ125 mm (1 gren).
Teknisk parameter:
| form | Tung stålram, oljetryck och motorstyrning |
| kvantitet | A |
| Typ V-yta | Svetsning av stålplåt |
| lager | 15 ton |
| Lyfttur | 600 mm |
| Bilgångskraft | motor |
| Bilens gånghastighet | 7 m/min |
Struktur och användning: för lossning av spolen, lossning av stålspolen från spolen, vagngång för oljetrycksmotorstyrning, lyftning och lyftning för hydraulcylinderstyrning.
Lyftmekanism: hydraulcylinder och glidande styrpelarstruktur, lyftkraften tillhandahålls av cylindern, cylindern trycker på V-typ lagerbordet för att realisera funktionen hos övre och nedre stålspolen, och lossningsvagnen med anti-inverterad stång.
Gångmekanism: oljetrycksmotorn och parallellstyrskenans struktur. Gångkraften tillhandahålls av oljetrycksmotorn för att få vagnen att röra sig horisontellt längs rullens spiralaxel. Båda ändarna av skenan begränsar blocket för att förhindra urspårning av vagnen.
12 Hydraulsystem (1 set)
(1) Huvudstruktur: svetsad oljetank av stålplåt, kapacitet 300 kg och alla typer av oljetrycksventiler, oljepaneler.
(2) Effekt: Klass E 7,5 kW motor och oljepump, 30 ml, normalt tryck 70 kg/cm2, maximalt tryck: 140 kg/cm2.
teknisk parameter:
| kvantitet | En uppsättning |
| bränsletank | 300 liter |
| Oljepumpförskjutning | 25 ml/r |
| Systemets arbetstryck | 12 MPa |
| motorns kraft | 7,5 kW |
| nedkylningsmetod | Vindkylning |
| arbetstemperatur | 0℃—60℃ |
| tjänstesubstans | N68 slitageskyddande hydraulolja |
Sammansättning och användning: För att styra driften av den hydrauliska delen av hela produktionslinjen. Systemet, som använder centraliserad styrning, består av en hydraulstation, flera ventilstaplar och flera rörledningar. Det består huvudsakligen av oljetankhus, oljepump, hydraulventilstapel, hydraulledning etc.
13 Elektriskt styrsystem
(1) Operationsbord med elektronisk styrning.
(2) Matningsspänning: trefas 380VAC ± 10% Frekvens: 50Hz ± 1
(3) Sammansättning och användning: Systemet är utrustat med en manöverstation, hela linjen använder centraliserad styrning, manöverstationen har digital display, justering av hög och låg hastighet, manuell matning, kontinuerlig segmentering, fellarm och andra funktioner. Hastighetsregleringssystem, programstyrning (PLC) använder produkter från Taiwan Yong Hong Company. Andra elektriska styrkomponenter importerade produkter eller joint venture-produkter av samma kvalitet. Konsol, tryckknappsbox, detekteringskomponenter samt kablar och ledningar. Med pekskärmskontroll kan den enkelt ställa in och modifiera produktionsprocessparametrar, inklusive hastighet, manuell och automatisk omkoppling, och övervaka driftsstatus för varje del. Säkerställ säker och effektiv drift av produktionslinjen.
14 Varumärkes- och leverantörsbeskrivning:
Mekanisk del
| ordernummer | namn | producent | anmärkningar |
| 1 | lager | Japan importerade NSK | Dela värden |
| 2 | lager | Ha-axel, kakelaxel | tillbehörsutrustning |
| 3 | Motorväxelmaskin | Ying a | |
| 4 | reducerväxel | Guo MAO |
Pneumatisk utrustning
| ordernummer | namn | producent | anmärkningar |
| 1 | luftcylinder | Inhemska kvalitetsprodukter | |
| 2 | elektromagnetisk ventil | stjärnor | |
| 3 | hastighetsreglerventil | stjärnor |
Hydraulisk del
| ordernummer | namn | producent | anmärkningar |
| 1 | elektromagnetisk riktningsventil | Olja kun | |
| 2 | elektromagnetisk avlastningsventil | Olja kun | |
| 3 | kylare | Inhemska kvalitetsprodukter |
Elektriskt totalt
| ordernummer | namn | leverantör |
| 1 | PLC | Taiwan yong hong |
| 2 | människa-dator-gränssnitt | Weilun, Taiwan |
| 3 | frekvenstransformator | Huichuan |
| 4 | hjälprelä | Schneider |
| 5 | Vanlig motor | Jiang Sheng |
| 6 | Lågspänningskomponenter | Schneider |
15 Slumpmässig bilaga:
(1) Installationsritning av mekaniskt fundament, bultfördelning och ritning över produktionslinjens layout.
(2) Tillbehör: 20 delar; 120 uppsamlade nylonspioner; 20 spänndelar; 120 spännspioner; 1 skäraxel.
| ordernummer | Beskrivning beskrivning | leveransomfattning | anmärkningar | |
| Säljare | köpare |
| ||
| 1 | design | |||
| 1.1 | Designschema | √ |
|
|
| 1.2 | maskindesign | √ |
|
|
| 1.3 | Elektrisk design för maskindrift | √ |
|
|
| 1.4 | Kretsdesign för lufttryck och hydraultryck | √ |
|
|
| 1,5 | Layoutdesign av produktionslinjen | √ |
|
|
| 2 | göra | |||
| 2.1 | Gör schemat | √ |
|
|
| 2.2 | Den mekaniska och elektriska delen av tillverkningen | √ |
|
|
| 2.3 | Inspektion och provning av tillverkning | √ |
|
|
| 2.4 | sprayfärg | √ |
|
|
| 2,5 | packa | √ |
|
|
| 3 | leveransvillkor | |||
| 3.1 | Avlastning på plats |
| √ |
|
| 3.2 | Utrustning för lossning på plats (kran etc.) |
| √ |
|
| 3.3 | Bekräftelse och förvaring av platsutrustning |
| √ |
|
| 4 | grundarbete | |||
| 4.1 | Grundläggning av anläggningsteknik | √ |
|
|
| 4.2 | Grundläggningsteknik och konsulttjänster | √ |
| säljaren tillhandahåller grundkartan |
| 4.3 | Inspektion av grundarbetena | √ | √ |
|
| 4.4 | fackbult | √ |
|
|
| 4,5 | Maskinplatta (platt plattjärn, lutande järn) | √ |
|
|
| 4.6 | Foer och murbruk hälls i det mekaniska fundamentet |
| √ |
|
| 4.7 | Murbruket injiceras i utrustningens fothål |
| √ |
|
| 4.8 | Ingrävd i betong (H-, etc.) |
| √ |
|
| 5 | erektionsarbete | |||
| 5.1 | Installationsutrustning (drivfordon, lastbilskran etc.) |
| √ |
|
| 5.2 | ersättningsverktyg | √ |
|
|
| 5.3 | Installationsmaterial (hydrauliskt pneumatiskt rör och kablage) | √ |
|
|
| 6 | säkerhetsåtgärder | |||
| 6.1 | Diketäckplåt och dränkbar pump |
| √ |
|
| 6.2 | skyddsräcke | √ |
|
|
| 7 | Hydrauliskt lufttryck och frysteknik | |||
| 7.1 | hydraulisk enhet |
|
|
|
| 7.2 | Hydraulisk dräneringsteknik (i utrustningen) | √ |
|
|
| 7.3 | Hydrauliska dräneringsrörsarbeten (i schaktet) | √ |
|
|
| 8 | elektroteknik | |||
| 8.1 | Installera den nödvändiga strömmen |
| √ |
|
| 8.2 | Primärkabel från transformatorstationen till kontrollpanelen och fördelningsskåpet |
| √ |
|
| 8.3 | En kabelgrav |
| √ |
|
| 8.4 | Sekundärledningar från huvudskåpet till maskinen | √ |
|
|
| 8,5 | Kabeluttag för sekundärkablage | √ |
|
|
| 8.6 | Motor- och drivstyrenhet | √ |
|
|
| 8,7 | Ledningar och avloppsrör i maskinen | √ |
|
|
| 8,8 | Varje linje till kraftfördelningsskåpet | √ |
|
|
| 8,9 | Godkännande av användning av belysning och elektriska apparater |
| √ |
|
| 9 | testkörning | |||
| 9.1 | Material för testkörning |
| √ |
|
| 9.2 | Testarbetare |
| √ |
|
| 9.3 | Oljeinsprutning, växellådsolja, hydraulolja etc. |
| √ |
|
| 9.4 | Använda underhållsverktyg | √ |
|
|
| 10 | Utbildning och eftermarknadsservice | |||
| 10.1 | Bruksanvisning och underhållsmanual | √ |
|
|
| 10.2 | Utbildning i drift och underhåll | √ |
| |
(1) Säkerhetslarmsystem;
1. Konfigurera bekräftelselåset för gemensamt drifttillstånd (säkerhetslås) och larmmeddelandet för varje stolpe.
2. Varje driftsstation, inklusive matning, huvuddrift, lossning etc., kan styra larmet oberoende av varandra.
3. När varje rörlig enhet fungerar utlöses larmet.
(2) Säkerhetsspärranordning (infraröd detektering och larm för kritiskt farlig del)
(3) Utrustningens klämrulle, anslutningsaxel, roterande kedja, exponerade bromsbelägg och andra manöverorgan måste vara utrustade med skyddskåpa och säkerhetsräcken runt hylsan.
(4) Varningsskyltar för farliga delar och viktiga delar av utrustningen
(5) Den roterande kroppen ska vara märkt med tydliga färger, vilka ska skilja sig från kroppsutrustningens färg (i gult).
1. Köparen ska tillhandahålla kylvatten och gaskälla till utrustningens gränssnitt.
2. Köparen ska äga en elcentral (trefas, fem ledningar), vars kapacitet måste uppfylla enhetens effektkrav.
3. Det finns fler än tre uttagsterminaler i kraftfördelningsboxen.
4. Strömfördelningsboxen är inom 5 m från huvudskåpet.
5. Köparen ansvarar för att leda strömförsörjningen till driftstationen.
6. Köparen ska tillhandahålla en luftkompressor.
7. Köparen ska tillhandahålla växellådsolja, hydraulolja, smörjolja och oljekvalitet som tillhandahålls av säljaren.
8. Köparen ska tillhandahålla nödvändigt material för idrifttagning samt tillhörande hjälpverktyg och utrustning.