SIHUA shanghai anpassad het försäljning ställ upprätt rullformningsmaskin
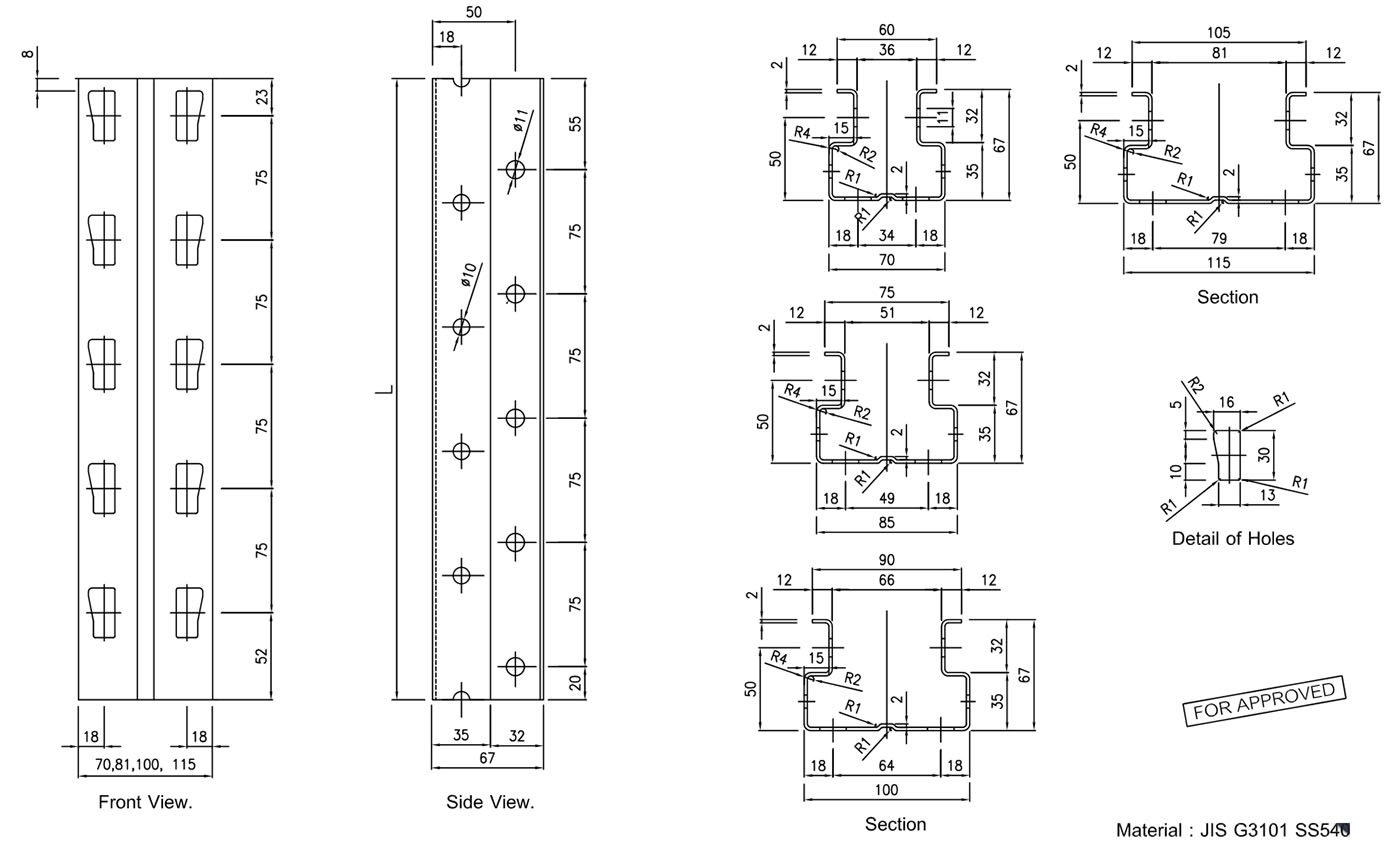
Denna maskin använder galvaniserat stål eller kallvalsat stål som råmaterial,genom en serie steg för att forma den till en hyllprofil med specifik form och storlek.
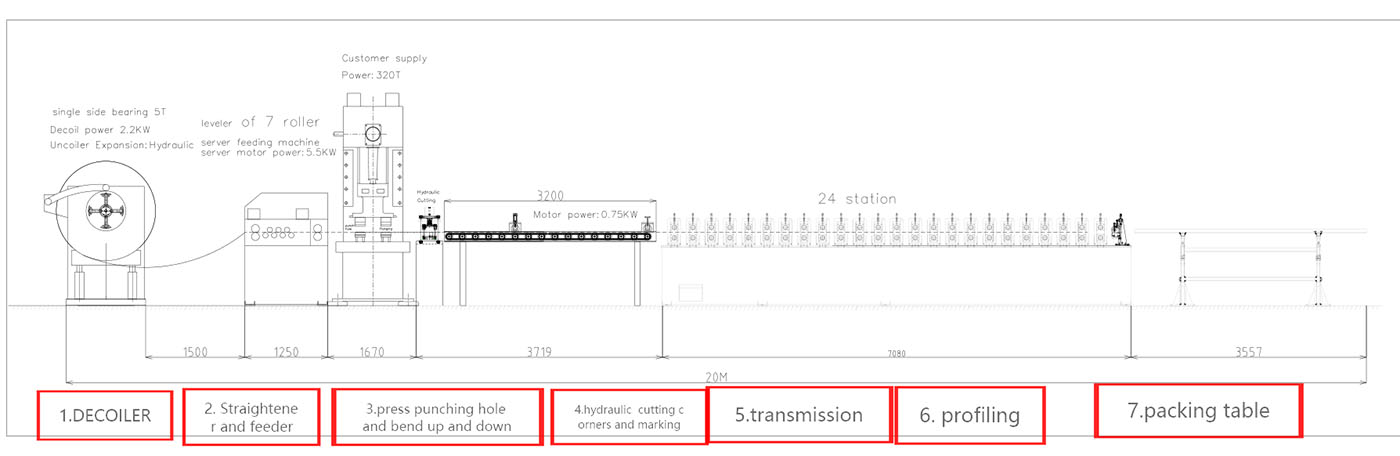
Formningsstegsanordningarna inkluderar avhaspelare, matnings- och nivelleringsanordning,Stansningsanordning, huvudformningsfräs, hydraulisk efterskärare.
Växelriktaren styr motorhastigheten, PLC-systemet styr längd och kvantitet automatiskt,därför uppnår maskinen en kontinuerlig automatisk produktion,vilket är den ideala utrustningen för kallvalsformningsindustrin.
Produktionsprocess: avhaspning (avhaspning, rätverk, servomatare) → pressmaskin (stansning) → rullformningsmaskin → skärmaskin (hydrauliskt system ger kraft) alla delar styrdes av ett elektriskt styrsystem (detaljer följer)



| 3-I-1-KOMBINATION | |
| Hydraulisk avhaspelare | Lastkapacitet: 4 ton med lastvagn |
| Material | 2mm, S 235 JR |
| Plattång | Materialbredd《450 mm |
| Servo-matare | tonhöjdsnoggrannheten är +-0,15 mm, PLC-märket är Mitsubishi |
| Servomotorns effekt är 2,9 kw, märket är YASKAWA | |
| Pressmaskin och stansmatris | |
| Kapaciteten är 125 ton | |
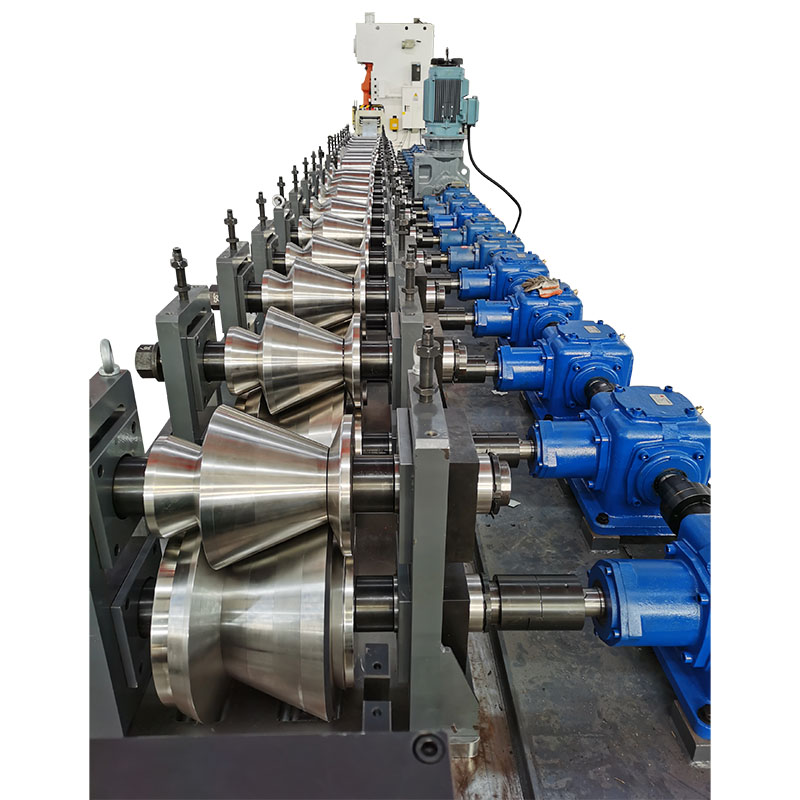
| Upprättstående rullformningsmaskin för förvaringsställ | |
| Produkthastighet | 20–30 m per minut |
| Rullrad | 22 steg+ (korrekt raksträcka) |
| Axeldiameter | Φ70mm, material-40Cr, värmebehandling |
| Rullmaterial | Cr12MoV vakuumvärmebehandlingshårdhet: 58-62HRC |
| Motor med en stor reducerkraft | 30KW Märke Siemens |
| Modell med konisk växelreducerare | T10 22 st |
| Installerad kylning för varje vals | |
| Skärbord med lokaliseringsstift | |
| Skär form | 4 set. Material: SKD11 |
| Styrskena märke | HIWIN |
| Cylinder | ARITAC |
| Servomotormärke Yaskawa 4,4 kW | |
| Hydrauliskt system | |
| Hydrauliskt pumpflöde | 50 l/min |
| Motoreffekt | 11 kW; Siemens |
| Hydrauliskt solenoidvärdenummer | 2-set, REXROTH |
| Hydraulisk ackumulatorkapacitet 25L | |
| Tankvolym | 220 liter. |
| Elektriskt styrsystem | |
| Kodare | OMRON (japanskt märke) |
| Frekvensmotor | 30 kW (TECO) |
| PLC | MITSUBISHI (japanskt märke) |
| Mänskligt gränssnitt | KINCO |
| Relä | OMRON (japanskt märke) |
| Packbord | |
| Längd | 6,5 miljoner |