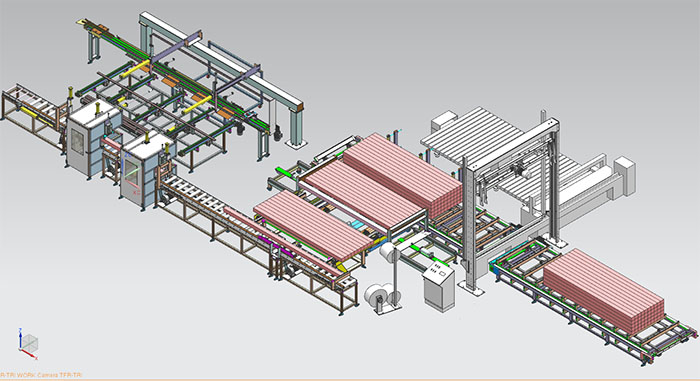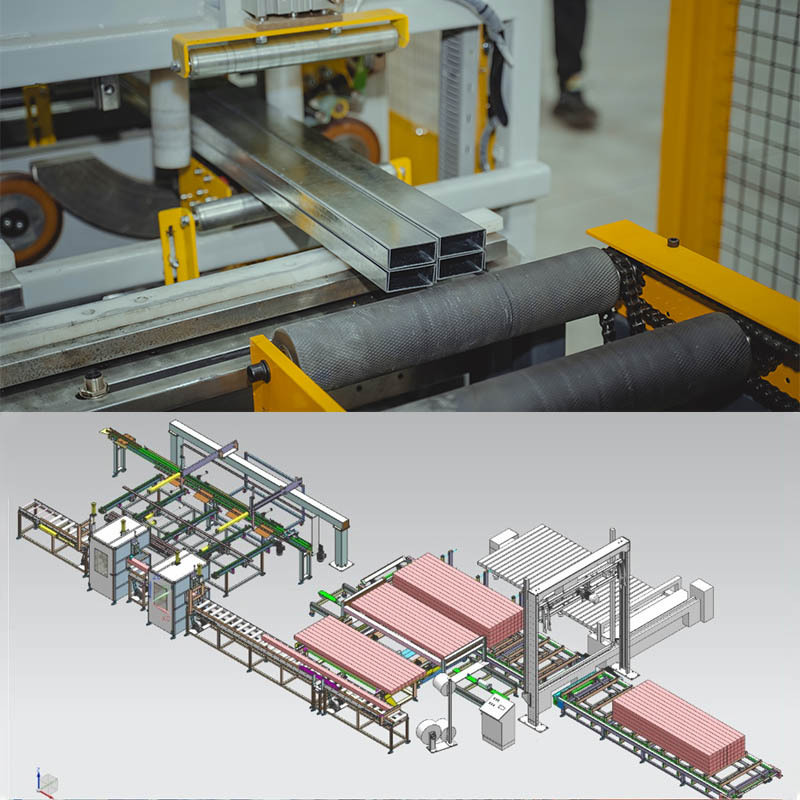


Automatisk SIHUA-kvalitets- och kundanpassad förpackningsrullformningsmaskin
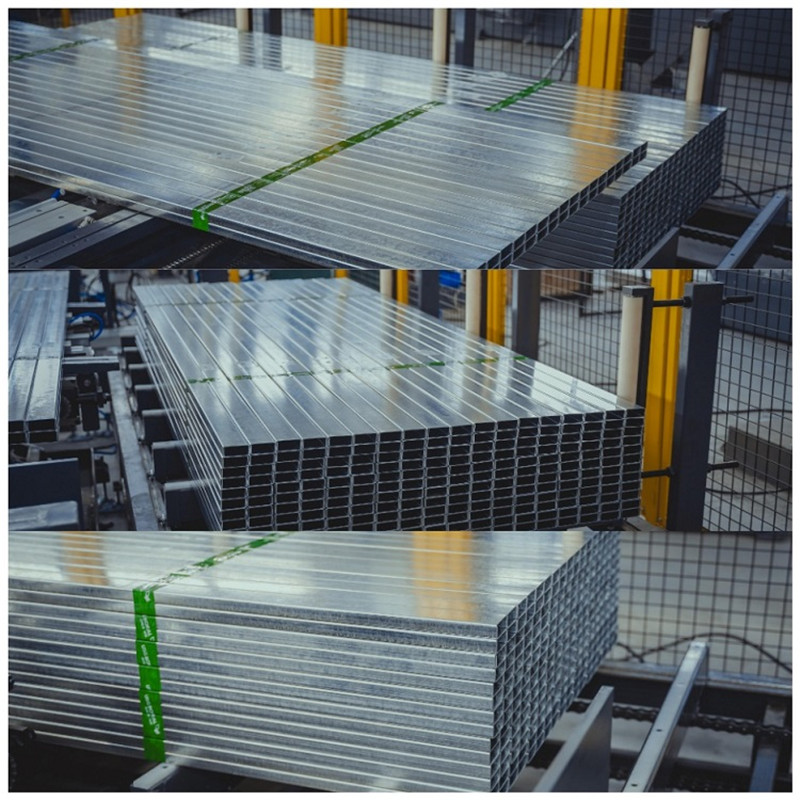
Den lätta stålkölen är ett byggnadsskelett av metall som valsas genom en kylningsprocess av högkvalitativ kontinuerlig varmdoppad aluminiumzinkremsa. Formdekorationen av den färdiga obelastade väggen är gjord av pappersgipsskivor, dekorativa gipsskivor. Lämplig för modellering av dekorationer av en mängd olika byggnadstak, inner- och ytterväggar i byggnaden och basmaterial för huvade tak.
Produktionsprocess: Avhaspelare → rullformningsprofil → skärbord → packbord (hydrauliskt system matas) alla delar styrdes av ett elektriskt styrsystem.


| Valsformare | Produkt | Kombinerad produktionshastighet * | Maskinbearbetbara mätare | Kroktyp | Kompatibilitet | ||
| D54 | T4 | T-profil och huvudlöpare | 10 m/min | 0,2–0,6 mm | Integrerad krok | Mer | |
| D57 | T4 | Kors T | 31 m/min | 0,2–0,6 mm | Integrerad krok | Mer | |
| D58D | T4 | Kors T | 32 m/min | 0,2–0,6 mm | Legeringskrok | Mer | |
| D59D | T4 | Huvudlöpare | 34 m/min | 0,2–0,6 mm | Integrerad krok | Mer | |
| D51 | T4 | T-profil och huvudlöpare | 30 m/min | 0,2–0,6 mm | Integrerad krok | Mer | |
| Automationssystem | |||||||
| DA5MR | Förpackningssystem för kartonger i huvudrutan | D59D | Mer | ||||
| DA5CT | Cross T-förpackningssystem för kartonger | D57, D58D | Mer | ||||
Automatiskt packningssystem innehåller
● 1:a automatiska vändsystemet
● 2:a automatiska invallningsprofilen
● 3:e automatiska staplingssystem
● 4:e automatväxellådan
Det första elementet i rullformningsmaskinen för packning sätter automatiskt ihop flera profiler till ett litet paket. Paketet skickas sedan till buntningsområdet för fastsättning. Härifrån går det till en tredje maskin och staplar dessa paket i lager för att bilda ett stort paket (masterpaketet). Masterpaketet kan nu buntas manuellt eller skickas automatiskt till den sista maskinen i systemet, den automatiska buntningsmaskinen.